
LEAN
TAO has worked ceaselessly to help Indian businesses become world class, drawing from Indian wisdom and our expertise in Lean Methodology. Here are some of the tools we use.
Value Stream Mapping & Throughput Alignment
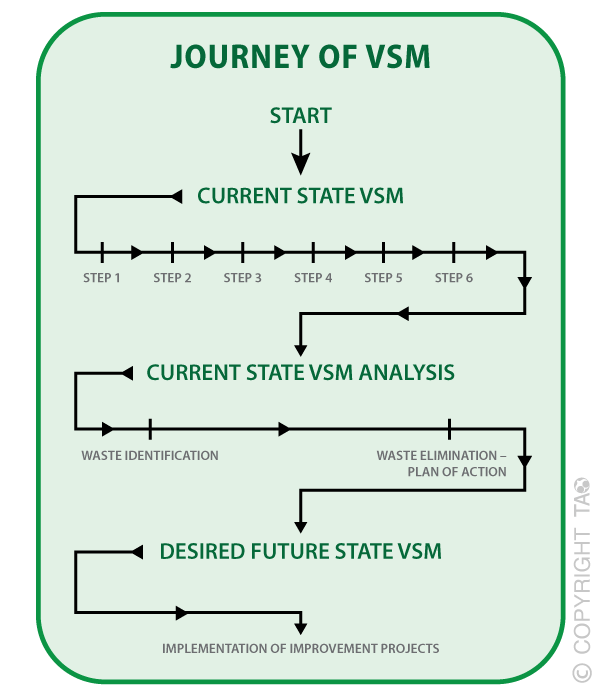
Along with a Value Stream Manager and key cross functional process owners, TAO facilitates the creation of a Value Stream Map (VSM) to understand the value adding activities and non value adding activities and arrive at current value adding ratio, both in terms of response time and activities. The Value Stream consists in a sequential flow, all those elemental activities both value adding and non value adding to deliver a product or service to customer. It is inclusive from ideation to launch and from customer order to delivery. The VSM includes actions that stem from information flow resulting in material or service or document flow and other support oriented actions to fulfill functions that are needed for the business. For example payment of a supplier for goods supplied or service rendered.
A current state VSM will identify as-is condition with the opportunities identified for improvements and a future state VSM is a desired state assuming that the improvements are implemented to meet present and future customer and business requirements in terms of quality, price, response, information and service. The future or desired state VSM indicates all the actions that need to be taken which are through lean best practices and follow the Toyota Way.
In the process of Value Stream Mapping, the throughput process is understood leading to throughput alignment which is not only the sequence of the processes in terms of connected flow but also the support processes that are needed for each value adding activity to function optimally.
Kaizen Events
 How can change or improvement be quick, how do people focus, will incremental change really help (and not get eroded), how do people balance routine and improvement activities: these are some of the questions that any company needs to address for implementing improvements. In order to facilitate the process of substantive improvements, TAO helps companies design and deploy kaizen events. Kaizen literally means (Kai) “change for good” (Zen) or focused improvements that positively impact quality, cost, delivery and morale. The kaizen event is typically a four to a five day intensive activity carried out by cross functional teams of 5 to 8 members. During the event there can be multiple teams implementing multiple projects done in PDCA way.
How can change or improvement be quick, how do people focus, will incremental change really help (and not get eroded), how do people balance routine and improvement activities: these are some of the questions that any company needs to address for implementing improvements. In order to facilitate the process of substantive improvements, TAO helps companies design and deploy kaizen events. Kaizen literally means (Kai) “change for good” (Zen) or focused improvements that positively impact quality, cost, delivery and morale. The kaizen event is typically a four to a five day intensive activity carried out by cross functional teams of 5 to 8 members. During the event there can be multiple teams implementing multiple projects done in PDCA way.
Flow & Cellular Manufacturing
Can there be a flow without cellular manufacturing? Yes, there can be when the technology is a restrictor or capital is a constraint. In others words in a flow based manufacturing there can be a standard work in progress (WIP) between continuous operations and batch operations. The standard WIP will be the loading quantity of the batch process. In flow manufacturing the material will flow without back tracking, with there may be compromises in WIP and transportation.
Whereas in cellular manufacturing generally looks at all process closely balanced and is an approach that helps build a variety of products with as little waste as possible. Equipment and workstations are arranged in a sequence that supports a smooth flow of materials and components from the start and between the process, with cycle times balanced to ensure minimal transport or delay.
When processes are balanced, the product flows continuously and customer demands are easily met. Cellular/Flow Manufacturing is the linking of manual and machine operations into the most efficient combination of resources to maximize value-added content while minimizing waste. The most efficient combination implies the concept of process balancing with not more than one piece between sequential processes. Only in a balanced process will the product continually flow. As a result, parts movement is minimized, wait time between operations is reduced, inventory is reduced and productivity increases.
TAO enables organization to understand the flow and de-bottleneck the constraints to enable Cellular/Flow manufacturing with single piece flow being the most ideal manufacturing system
Six Sigma Methodology
Six Sigma Methodology addresses the issues of variation and uses simple to advanced statistical tools to reduce variation of process variable to six sigma levels or typically to part per million levels. The methodology follows a structured DMAIC process, which expanded is Define, Measure, Analyze, Improve and Control. Applied for product or service design the processes are DMADV or Define, Measure, Analyze, Design and Verify/Validate
TAO trains and develops Green Belts and Black Belts in an organization who can tackle simple to chronic problems to bring about both continual improvement and breakthroughs. The Six Sigma methodology is uniquely enveloped in the SEDAC operating system to combine the individual and team efforts.
SMED
SMED is Single (digit) Minute Exchange of Dies and Tools and also goes by different names like One Touch Exchange of Dies (OTED) or Quick Changeover (QCO). Changeover time is measured as the time elapsed between the last piece in the production run just completed and the first good piece from the process after the change over. The key insights about set up reduction is from Shigeo Shingo in the 1950’s and 1960’s and was all about separating internal setup operations – which can be done only when a machine /equipment is stopped (such as inserting a new die or tool or cleaning) from an external operation that can be performed while the machine/ equipment is still running and then converting internal set up operations to external operations.
TAO guides and does hands on implementation to reach the SMED standard of 9 minutes or less and then a second stage of zero change over of less than 3 minutes. The change over time as per SMED defined as the time from the last piece to the first good piece and then consistent quality.
ANDON, Jidoka and Poka Yoke implementation
ANDON is a Visual Management tool that highlights the status of operations in an area at a single glance through a visual signal whenever an abnormality occurs, be it quality, stoppages, safety or increase in cycle time or loss in output. A typical ANDON (Japanese word for lamp), is an overhead signboard with rows of numbers corresponding to workstations or machines. A number lights when a problem is highlighted by an operator through a cord or switch and will summon a quick response from the team leader.
Jidoka is about providing machines and operators the ability to detect through a measurement system when an abnormal condition and immediately stop work. This enables operations to build in quality at each process and to separate men and machines for more efficient work. Jidoka sometimes means autonomation meaning automation with a human touch or intelligence. This is because it provides the ability to the machine/equipment to distinguish between good parts from bad autonomously, without being monitored by an operator. Jidoka highlights the causes of problems because work stops immediately when a defect or problem occurs. This leads to improvements in the processes that build in quality by eliminating the root causes of defects.
Poka Yoke or error-proofing is to prevent errors to occur by interlocks, sensors, correct orientation, etc, and are methods that help operators avoid mistakes in their work which can get caused by human error and /or machine configuration. Poka Yoke can be applied to ensure safe operations, no missing parts, no mix up of parts, wrong assembly and is a defect prevention step.
TAO facilitates setting up the system for the above tools and the roles and responsibilities that go with implementing these very powerful visual/ mechanism oriented tools and techniques
Kanban & Inventory Management
A Kanban is a Japanese term for “sign” or ‘signboard” and is a signaling device that gives authorization and instructions for the production or withdrawal (conveyance) of items in a pull system. It is a piece of paper which carries information that can be divided in three categories: procurement information, transfer information and production information.
The kanban carries the information vertically and laterally within the organization and between the organization and the suppliers. Besides cards, kanban can be triangular metal plates, colored balls, electronic signals, trays or trolleys
Kanban primarily is to ensure that material of right quality, right quantity is available for value addition at the right time. It will avoid over production, over supply, wrong supply, excess storage and the quantities when calculated on a demand mode with lead time for supply and safety levels will ensure inventory management. The clear objectives is to supply when needed in exact perfect quantities, to produce as per demand rate and move based on readiness of the next process or pulled by the downstream process with visual indicators of kanban status.
TAO facilitates understanding the essence of kanban, its implementation steps, what is the purpose, how the quantity is calculated, what are the variants and pitfalls. The roles and responsibilities for administration of a kanban system, between the processes, internal from the stores and external from the suppliers; then the discipline, the back flushing and managing it effectively on a continuous `improvement mode.
Institutionalizing the Lean Tools & Techniques
What does institutionalizing mean? This will translate to whether all relevant lean tools and techniques are being effectively used across all functions. For example, is 5 S visible in all functions, nooks and corners? Are wasteful or Non Value Adding activities eliminated across all functions and not only production? Are the review processes capturing the performance elements of the throughput processes across related functions to meet/exceed customer needs and expectations? Are both quality of product and timeliness and quality of information being tracked and conformed too?
TAO will facilitate adapting existing MIS and information systems to the Lean way and appropriately creating simple and aggregated workplace performance metrics to sustain and improve performances.
TAO has worked ceaselessly to help Indian businesses become world class, drawing from Indian wisdom and our expertise in Lean Methodology. Here are some of the tools we use.
Value Stream Mapping & Throughput Alignment
Along with a Value Stream Manager and key cross functional process owners, TAO facilitates the creation of a Value Stream Map (VSM) to understand the value adding activities and non value adding activities and arrive at current value adding ratio, both in terms of response time and activities. The Value Stream consists in a sequential flow, all those elemental activities both value adding and non value adding to deliver a product or service to customer. It is inclusive from ideation to launch and from customer order to delivery. The VSM includes actions that stem from information flow resulting in material or service or document flow and other support oriented actions to fulfill functions that are needed for the business. For example payment of a supplier for goods supplied or service rendered.
A current state VSM will identify as-is condition with the opportunities identified for improvements and a future state VSM is a desired state assuming that the improvements are implemented to meet present and future customer and business requirements in terms of quality, price, response, information and service. The future or desired state VSM indicates all the actions that need to be taken which are through lean best practices and follow the Toyota Way.
In the process of Value Stream Mapping, the throughput process is understood leading to throughput alignment which is not only the sequence of the processes in terms of connected flow but also the support processes that are needed for each value adding activity to function optimally.
Kaizen Events
How can change or improvement be quick, how do people focus, will incremental change really help (and not get eroded), how do people balance routine and improvement activities: these are some of the questions that any company needs to address for implementing improvements. In order to facilitate the process of substantive improvements, TAO helps companies design and deploy kaizen events. Kaizen literally means (Kai) “change for good” (Zen) or focused improvements that positively impact quality, cost, delivery and morale. The kaizen event is typically a four to a five day intensive activity carried out by cross functional teams of 5 to 8 members. During the event there can be multiple teams implementing multiple projects done in PDCA way.
Flow & Cellular Manufacturing
Can there be a flow without cellular manufacturing? Yes, there can be when the technology is a restrictor or capital is a constraint. In others words in a flow based manufacturing there can be a standard work in progress (WIP) between continuous operations and batch operations. The standard WIP will be the loading quantity of the batch process. In flow manufacturing the material will flow without back tracking, with there may be compromises in WIP and transportation.
Whereas in cellular manufacturing generally looks at all process closely balanced and is an approach that helps build a variety of products with as little waste as possible. Equipment and workstations are arranged in a sequence that supports a smooth flow of materials and components from the start and between the process, with cycle times balanced to ensure minimal transport or delay.
When processes are balanced, the product flows continuously and customer demands are easily met. Cellular/Flow Manufacturing is the linking of manual and machine operations into the most efficient combination of resources to maximize value-added content while minimizing waste. The most efficient combination implies the concept of process balancing with not more than one piece between sequential processes. Only in a balanced process will the product continually flow. As a result, parts movement is minimized, wait time between operations is reduced, inventory is reduced and productivity increases.
TAO enables organization to understand the flow and de-bottleneck the constraints to enable Cellular/Flow manufacturing with single piece flow being the most ideal manufacturing system
Six Sigma Methodology
Six Sigma Methodology addresses the issues of variation and uses simple to advanced statistical tools to reduce variation of process variable to six sigma levels or typically to part per million levels. The methodology follows a structured DMAIC process, which expanded is Define, Measure, Analyze, Improve and Control. Applied for product or service design the processes are DMADV or Define, Measure, Analyze, Design and Verify/Validate
TAO trains and develops Green Belts and Black Belts in an organization who can tackle simple to chronic problems to bring about both continual improvement and breakthroughs. The Six Sigma methodology is uniquely enveloped in the SEDAC operating system to combine the individual and team efforts.
SMED
SMED is Single (digit) Minute Exchange of Dies and Tools and also goes by different names like One Touch Exchange of Dies (OTED) or Quick Changeover (QCO). Changeover time is measured as the time elapsed between the last piece in the production run just completed and the first good piece from the process after the change over. The key insights about set up reduction is from Shigeo Shingo in the 1950’s and 1960’s and was all about separating internal setup operations – which can be done only when a machine /equipment is stopped (such as inserting a new die or tool or cleaning) from an external operation that can be performed while the machine/ equipment is still running and then converting internal set up operations to external operations.
TAO guides and does hands on implementation to reach the SMED standard of 9 minutes or less and then a second stage of zero change over of less than 3 minutes. The change over time as per SMED defined as the time from the last piece to the first good piece and then consistent quality.
ANDON, Jidoka and Poka Yoke implementation
ANDON is a Visual Management tool that highlights the status of operations in an area at a single glance through a visual signal whenever an abnormality occurs, be it quality, stoppages, safety or increase in cycle time or loss in output. A typical ANDON (Japanese word for lamp), is an overhead signboard with rows of numbers corresponding to workstations or machines. A number lights when a problem is highlighted by an operator through a cord or switch and will summon a quick response from the team leader.
Jidoka is about providing machines and operators the ability to detect through a measurement system when an abnormal condition and immediately stop work. This enables operations to build in quality at each process and to separate men and machines for more efficient work. Jidoka sometimes means autonomation meaning automation with a human touch or intelligence. This is because it provides the ability to the machine/equipment to distinguish between good parts from bad autonomously, without being monitored by an operator. Jidoka highlights the causes of problems because work stops immediately when a defect or problem occurs. This leads to improvements in the processes that build in quality by eliminating the root causes of defects.
Poka Yoke or error-proofing is to prevent errors to occur by interlocks, sensors, correct orientation, etc, and are methods that help operators avoid mistakes in their work which can get caused by human error and /or machine configuration. Poka Yoke can be applied to ensure safe operations, no missing parts, no mix up of parts, wrong assembly and is a defect prevention step.
TAO facilitates setting up the system for the above tools and the roles and responsibilities that go with implementing these very powerful visual/ mechanism oriented tools and techniques
Kanban & Inventory Management
A Kanban is a Japanese term for “sign” or ‘signboard” and is a signaling device that gives authorization and instructions for the production or withdrawal (conveyance) of items in a pull system. It is a piece of paper which carries information that can be divided in three categories: procurement information, transfer information and production information.
The kanban carries the information vertically and laterally within the organization and between the organization and the suppliers. Besides cards, kanban can be triangular metal plates, colored balls, electronic signals, trays or trolleys
Kanban primarily is to ensure that material of right quality, right quantity is available for value addition at the right time. It will avoid over production, over supply, wrong supply, excess storage and the quantities when calculated on a demand mode with lead time for supply and safety levels will ensure inventory management. The clear objectives is to supply when needed in exact perfect quantities, to produce as per demand rate and move based on readiness of the next process or pulled by the downstream process with visual indicators of kanban status.
TAO facilitates understanding the essence of kanban, its implementation steps, what is the purpose, how the quantity is calculated, what are the variants and pitfalls. The roles and responsibilities for administration of a kanban system, between the processes, internal from the stores and external from the suppliers; then the discipline, the back flushing and managing it effectively on a continuous `improvement mode.
Institutionalizing the Lean Tools & Techniques
What does institutionalizing mean? This will translate to whether all relevant lean tools and techniques are being effectively used across all functions. For example, is 5 S visible in all functions, nooks and corners? Are wasteful or Non Value Adding activities eliminated across all functions and not only production? Are the review processes capturing the performance elements of the throughput processes across related functions to meet/exceed customer needs and expectations? Are both quality of product and timeliness and quality of information being tracked and conformed too?
TAO will facilitate adapting existing MIS and information systems to the Lean way and appropriately creating simple and aggregated workplace performance metrics to sustain and improve performances.